अल्ट्रासोनिक थर्मोप्लास्टिक्सची प्रक्रिया ही एक प्रगत तंत्रज्ञान आहे. प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) प्लॅस्टिक वेल्डिंग मशीन हे एक सामान्य हेतूचे विशेष वेल्डिंग प्लास्टिक तयार करणारे उत्पादन आहे.
1. L3000STD स्मार्ट मशीनचे उत्पादन परिचय
थर्मोप्लास्टिकची अल्ट्रासोनिक प्रक्रिया हे प्रगत तंत्रज्ञान आहे. अल्ट्रासोनिक प्लॅस्टिक वेल्डिंग मशीन हे एक सामान्य हेतूचे विशेष वेल्डिंग प्लास्टिक तयार करणारे उत्पादन आहे, तसेच प्लास्टिक शीट, कागद आणि ॲल्युमिनियम संमिश्र फिल्म्स आणि प्लास्टिक होसेस सील करण्यासाठी उपकरणे आहेत. वेगवेगळ्या वस्तूंनुसार, वेल्डिंग, इनलेइंग आणि रिव्हटिंग यासारख्या वेगवेगळ्या प्रक्रिया पद्धती वापरल्या जातात.
आजकाल, प्लास्टिक उद्योगाच्या उत्पादनात अल्ट्रासोनिक तंत्रज्ञानाचा वापर अत्यंत सामान्य आहे, कारण या तंत्रज्ञानाचा वापर पारंपारिक उत्पादनात वापरल्या जाणाऱ्या गोंद, चिकट, नखे किंवा इतर यांत्रिक फिक्सिंग पद्धती बदलू शकतो. त्याद्वारे उत्पादन कार्यक्षमता आणि गुणवत्ता सुधारते आणि खर्च कमी होतो, म्हणून ते सामान्यतः उत्पादकांद्वारे वापरले जाते.
यामध्ये ऑटोमोबाईल उद्योग, नवीन विद्युत उपकरणे आणि उपकरणे उद्योग, संगणक उपभोग्य उद्योग, दूरसंचार उपकरणे निर्मिती उद्योग, घरगुती वस्तू उत्पादन उद्योग, खेळणी उद्योग, वैद्यकीय पुरवठा उद्योग, दैनंदिन गरजा यासारख्या अनुप्रयोगांची विस्तृत श्रेणी आहे उद्योग इ.
2. L3000STD स्मार्ट मशीनचे उत्पादन वैशिष्ट्य {69}
अल्ट्रासोनिक वेल्डिंगचे मूलभूत तत्त्व म्हणजे 50/60Hz पॉवर फ्रिक्वेंसी अल्टरनेटिंग करंट 15KHZ (किंवा 20KHZ) हाय व्होल्टेज इलेक्ट्रिकल एनर्जीमध्ये रूपांतरित करणे, आणि ट्रान्सड्यू ट्रान्सरचा वापर करणे. यांत्रिक ऊर्जा रूपांतरित करण्यासाठी. ते यांत्रिक क्रियेद्वारे वर्क-पीसच्या संपर्क पृष्ठभागावर हस्तांतरित केले जाते आणि घर्षण त्वरित उच्च उष्णता निर्माण करते, ज्यामुळे संपर्क पृष्ठभाग त्वरीत वितळतो. कंपन थांबल्यानंतर, वेल्डिंगचे काम दाबाने पूर्ण केले जाते.
3. L3000STD स्मार्ट मशीनचे उत्पादन अनुप्रयोग {9821} {98201}
डिजिटल जनरेटर "सिस्टम प्रोटेक्शन डिटेक्शन" आणि "ऑटो ट्यूनिंग" फंक्शन्ससह कंट्रोल मॉड्यूल्सने बनलेला आहे. जेव्हा अल्ट्रासोनिक वेल्डिंगचे काम अयशस्वी होते तेव्हा कंट्रोल मॉड्यूल अल्ट्रासोनिक ऊर्जा बंद करू शकते, ज्यामुळे जनरेटरची सुरक्षितता आणि उपकरणांच्या संपूर्ण सेटमध्ये सुधारणा होते.
समान डिझाइन विभागाचे विविध आकार आणि मोल्डचे डिजिटल जनरेटर स्वयंचलितपणे ±300Hz ची वारंवारता श्रेणी ट्रॅक करू शकते (उदाहरणार्थ 15kHz अल्ट्रासोनिक घ्या, ट्रान्सड्यूसर आणि मोल्ड (1515.) kHz वापरासाठी वारंवारता आपोआप ट्रॅक करू शकते.
विविध प्रोग्रॅम शोधण्यासाठी CPU संगणक प्रणाली वापरणे, अंगभूत विविध संरक्षण प्रणाली, जसे की IGBT अति-तापमान संरक्षण, अति-दबाव संरक्षण, इलेक्ट्रिक बॉक्स ओव्हर-करंट संरक्षण, वेल्डिंग हेडम्प्लीफायर ट्रान्सड्यूसर लूजिंग प्रोटेक्शन, जनरेटर पॉवर सप्लाय व्होल्टेज ऑटोमॅटिक कॉम्पेन्सेशन (AC 170-250V), वेल्डिंग रेकॉर्ड प्रिझर्वेशन, काउंटिंग अलार्म, 485 कम्युनिकेशन पोर्ट.
अंगभूत अल्ट्रासोनिक ॲम्प्लिट्यूड (पॉवर) 10-100% पर्यंत समायोज्य आहे, जे विविध वर्क-पीस वेल्डिंगसाठी योग्य आहे.
IGBT पॉवर ट्यूब वापरून, द्रुत प्रतिसाद.
प्रचंड कंपनसंख्या असलेल्या (ध्वनिलहरी) वेल्डिंगमुळे रासायनिक घटकांसारखी विषाक्तता निर्माण होणार नाही आणि ती सुरक्षित वेल्डिंग प्रक्रिया आहे.
वेल्डेड उत्पादनाच्या पृष्ठभागावर स्क्रॅचची चिंता नाही. हे कंडक्टिव्ह वेल्डिंगचे वैशिष्ट्य आहे, जे कठिण प्लास्टिक वेल्डिंग करताना त्याचा वेल्डिंग प्रभाव अधिक चांगल्या प्रकारे बजावू शकते.
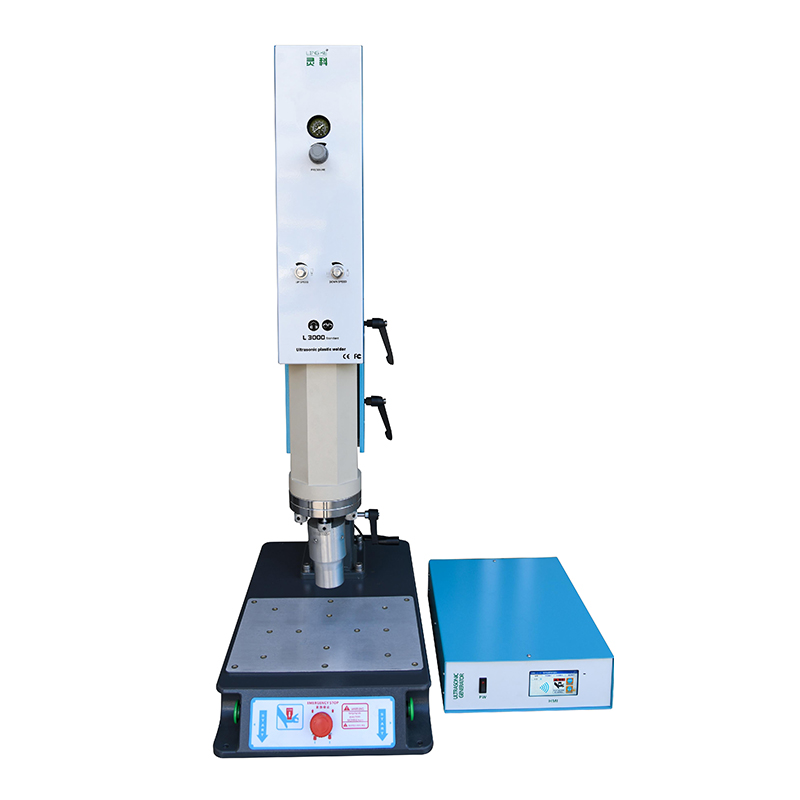
4. प्रेस संरचना वर्णन
हँडल
मशीन बॉडी आणि कॉलम लॉक करा, लॉक करण्यासाठी घड्याळाच्या दिशेने वळा. वेल्डिंग हेड आणि बेसमधील अंतर समायोजित करताना हे सामान्यतः वापरले जाते. (प्रेसच्या डाव्या बाजूला),
लिफ्ट नॉब सेटिंग
हॉर्न आणि बेसमधील अंतर समायोजित करा. हँडलच्या संयोगाने वापरले जाते. वॉबलर हलवण्यापूर्वी, तुम्ही प्रथम शरीर आणि स्तंभ शिथिल करणे आवश्यक आहे. उंची समायोजित केल्यानंतर, ते घट्टपणे लॉक करा.
फ्लँज
ट्रान्सड्यूसर निश्चित करा.
क्षैतिज बारीक समायोजन स्क्रू
ट्रान्सड्यूसरची अनुलंबता समायोजित करा आणि वेल्डिंग गुणवत्ता सुनिश्चित करण्यासाठी वर्क-पीसवर वेल्डिंग हेड समान रीतीने सक्तीने करण्यासाठी 4 क्षैतिज स्क्रू समायोजित करा.
स्केल प्लेट
वेल्डिंग हेड आणि ऑपरेटिंग टेबलमधील अंतर निरीक्षण करा किंवा पहा.
फाइन ट्यूनिंग.
वेल्डिंग वर्क-पीसच्या बारीक समायोजनासाठी
फिल्टर
संकुचित हवेतील पाणी वेगळे करा. पाणी अर्धे भरल्यावर कपाच्या तळाशी असलेल्या सुईच्या जाळ्याने पाणी काढून टाकावे.
स्टार्ट स्विच
दोन्ही बाजूंनी एकाच वेळी दोन्ही हातांनी स्टार्ट स्विच बटणे दाबा आणि डिव्हाइस कार्य करण्यास प्रारंभ करेल.
आपत्कालीन स्टॉप स्विच
असुरक्षित घटक, मशिन बिघाड इ.च्या प्रसंगी, आपत्कालीन स्टॉप स्विच दाबा, उपकरणे काम करणे थांबवतात, मशीनचे डोके वर येते आणि जेव्हा दोष साफ होतो, तेव्हा आपत्कालीन स्टॉप स्विच 45 ° फिरवला जातो आणीबाणी स्टॉप स्थिती सोडण्यासाठी डावीकडे.
ट्रान्सड्यूसर
ट्रान्सड्यूसर व्होल्टेजला यांत्रिक कंपनात रूपांतरित करू शकतो. ट्रान्सड्यूसरची वारंवारता रेझोनंट फ्रिक्वेंसीवर सेट केली गेली आहे, कृपया ट्रान्सड्यूसरमध्ये बदल करू नका.
5. प्रेस पॅनेलच्या इलेक्ट्रिकल घटकांचे वर्णन {4906291} {062910} {062910}
बॅरोमीटर कामाचा दाब शोध प्रेशर रेग्युलेटर कामाचा दाब समायोजित करा वर्क-पीसच्या संरचनेनुसार ( दाब समायोजित करताना, दाब नियंत्रित करणारे वाल्व वरचे नॉब सोडवा दाब नियंत्रित करणाऱ्या झडपाचे समायोजन करा , आणि डीबगिंगनंतर नॉबला बांधणे आवश्यक आहे). थ्रॉटल व्हॉल्व्ह हॉर्न वाजल्यावर वेग समायोजित करण्यासाठी थ्रॉटल व्हॉल्व्ह "UP SPEED" डावीकडे फिरवा. आवश्यक गतीशी जुळवून घेतल्यानंतर, थ्रॉटल व्हॉल्व्हवर नट लॉक करा. वेल्डिंग हेडचा उतरण्याचा वेग समायोजित करण्यासाठी उजवा थ्रॉटल व्हॉल्व्ह "डाउन स्पीड" फिरवा. आवश्यक गतीशी जुळवून घेतल्यानंतर, थ्रॉटल व्हॉल्व्हवर नट लॉक करा.







 वेल्डिंग")






